
Schienen sind aus der modernen Zahnmedizin nicht wegzudenken – sei es bei der Behandlung von Bruxismus oder kraniomandibulären Dysfunktionen. Doch welche Fertigungsmethode liefert die besten Ergebnisse? Ein Forscherteam der LMU München hat die mechanischen und physikalischen Eigenschaften von Schienen untersucht, die additiv (3D-Druck), subtraktiv (Fräsen) oder konventionell hergestellt wurden.
Die Ergebnisse der hier vorgestellten Untersuchung zeigen spannende Unterschiede: Während gefräste und konventionell gefertigte Schienen in Sachen Festigkeit die Nase vorn haben, bietet der 3D-Druck Vorteile bei der Materialeffizienz und Flexibilität. Aber: Besonders unter Belastung spielt die Wahl des Materials eine zentrale Rolle – und das nicht nur im Trockenzustand, sondern auch nach der Wasseraufnahme (Mundmilieu).
Mechanische und physikalische Eigenschaften von additiv, subtraktiv und konventionell hergestellten Schienen
Schienen in der Zahnmedizin haben vielfältige Einsatzgebiete. Am häufigsten werden sie zur Behandlung von Bruxismus und kraniomandibulären Dysfunktionen eingesetzt. Konventionell hergestellte injizierte Schienen oder Tiefziehschienen haben Nachteile, wie Restmonomergehalt, Polymerisationsschrumpfung, Fehleranfälligkeit durch das Anmischen, hohen Zeitaufwand und relativ hohe Laborkosten. CAD/CAM-Technologien – subtraktives Fräsen oder additives 3D-Drucken – bieten Vorteile, wie einfachen Zugriff auf patientenspezifische Daten und schnelle Produktion im Falle eines Bruchs oder Verlusts.
Das subtraktive Fräsen ermöglicht durch die hohe Umsetzungsrate der Doppelbindungen in polymerbasierten Ronden eine bessere Passform. Allerdings können maximal zwei Schienen in einer Ronde platziert werden, was zu hohem Materialverbrauch und höheren Kosten führt. Folglich gewinnt die additive Fertigung an Bedeutung, da sie das Drucken komplexer Geometrien, das Platzieren mehrerer Restaurationen auf der Bauplattform und eine Reduktion des Materialverbrauchs ermöglicht.
Die derzeitige Studienlage weist auf, dass injizierte und gefräste Schienenmaterialien höhere mechanische Eigenschaften aufweisen als 3D-gedruckte Materialien. Der Druckwinkel und die Nachpolymerisation in der additiven Fertigung beeinflussen diese Eigenschaften.
Da Schienen unter Belastung brechen können, sind ihre mechanischen Eigenschaften wichtig. Die Härte ist ein Maß für das elastisch-plastische Verhalten eines Werkstoffs, während die Biegefestigkeit und das Elastizitätsmodul die Bruchfestigkeit und Steifigkeit messen. Laut derzeitigen Studien verschlechtern sich die mechanischen Eigenschaften von 3D-gedruckten Materialien nach der Aufnahme von Wasser. Dies unterstreicht die Notwendigkeit, die Wechselwirkungen zwischen mechanischen Eigenschaften, Wasseraufnahme und -löslichkeit genauer zu untersuchen. Diese Studie zielte darauf ab, den Einfluss von Material und künstlicher Alterung auf mechanische und physikalische Eigenschaften zu untersuchen. Die getesteten Nullhypothesen waren, dass Material und Alterung keinen Einfluss auf die untersuchten Eigenschaften haben.
Material und Methoden
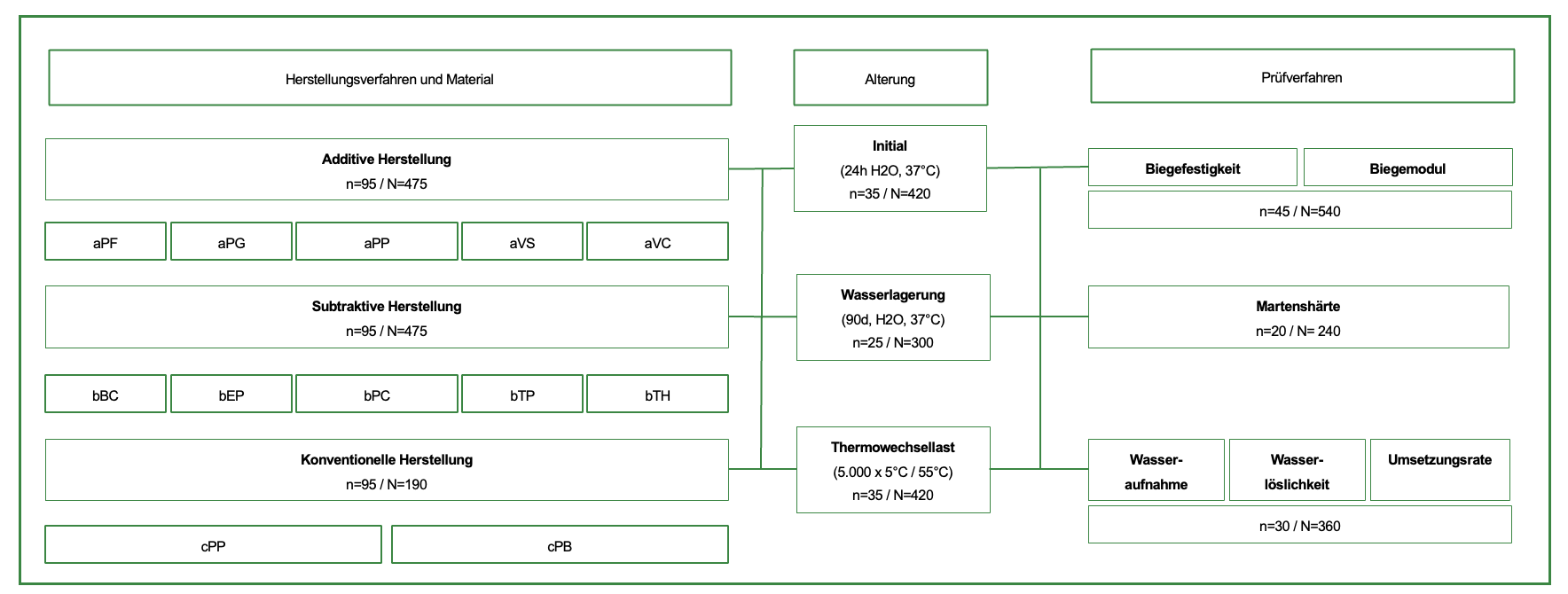
Insgesamt wurden 1140 Prüfkörper in drei verschiedenen Geometrien hergestellt (Abbildung 1). Untersucht wurden
- fünf additive (GR-22 flex [abgekürzt mit: aPF], GR-10 guide [aPG], ProArt Print Splint clear [aPP], V-Print Splint [aVS], V-Print Splint comfort [aVC]), fünf gefräste (BioniCut [bBC], EldyPlus [bEP], ProArt CAD Splint clear [bPC], Temp Premium Flexible [bTP], Thermeo [bTH]) und
- zwei injizierte (PalaXPress clear [cPP], Pro Base Cold [cPB]) Materialien.
Nach 24 Stunden Wasserlagerung (37 °C), 90 Tagen Wasserlagerung (37 °C) sowie nach zyklischer Thermowechsellast (5000 Zyklen, 5/55 °C) wurden Biegefestigkeit [FS], Elastizitätsmodul [E], Martenshärte [HM], Wasseraufnahme [wsp], Wasserlöslichkeit [wsl] und Umsetzungsrate [DC] gemessen. Die gesammelten Daten sind statistisch mit dem Kolmogorov-Smirnov-, Kruskal-Wallis-, Mann-Whitney-U-Test und Spearman-Korrelation analysiert worden. Statistische Signifikanz wurde angenommen, wenn p-Werte < 0,05 waren.



Ergebnisse
Die Zusammensetzung des Werkstoffs beeinflusst die mechanischen und physikalischen Eigenschaften, wobei signifikante Unterschiede innerhalb der 3D-gedruckten und der gefrästen Gruppe beobachtet wurden.
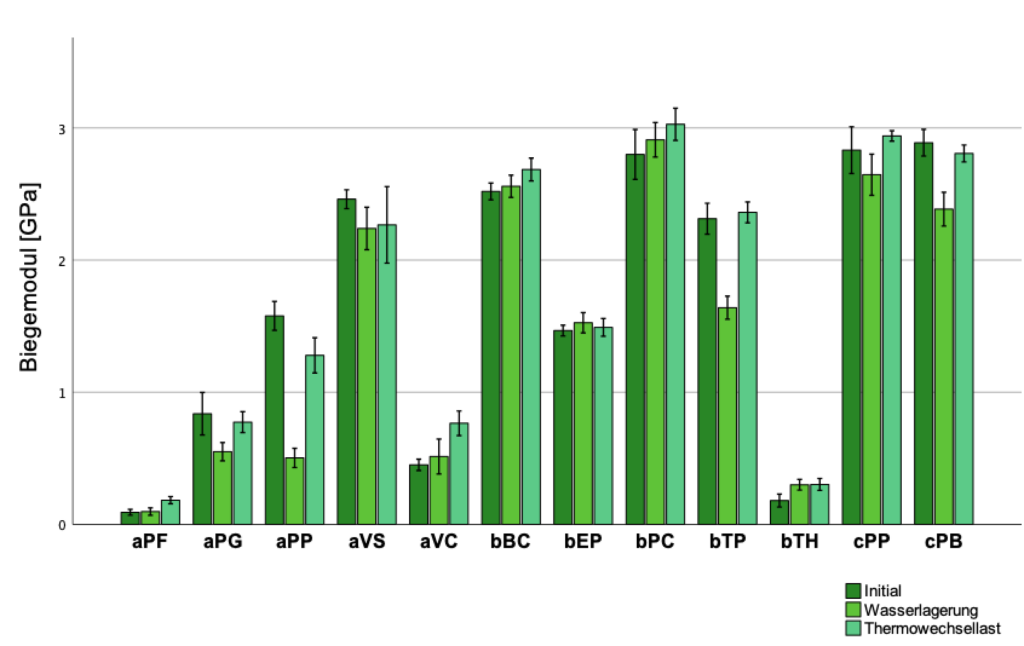
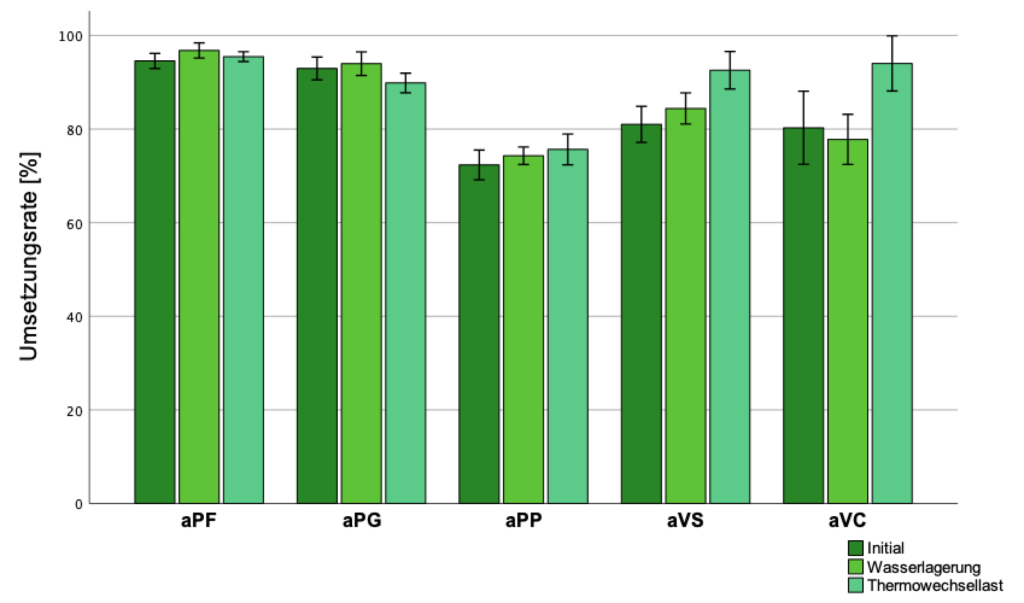
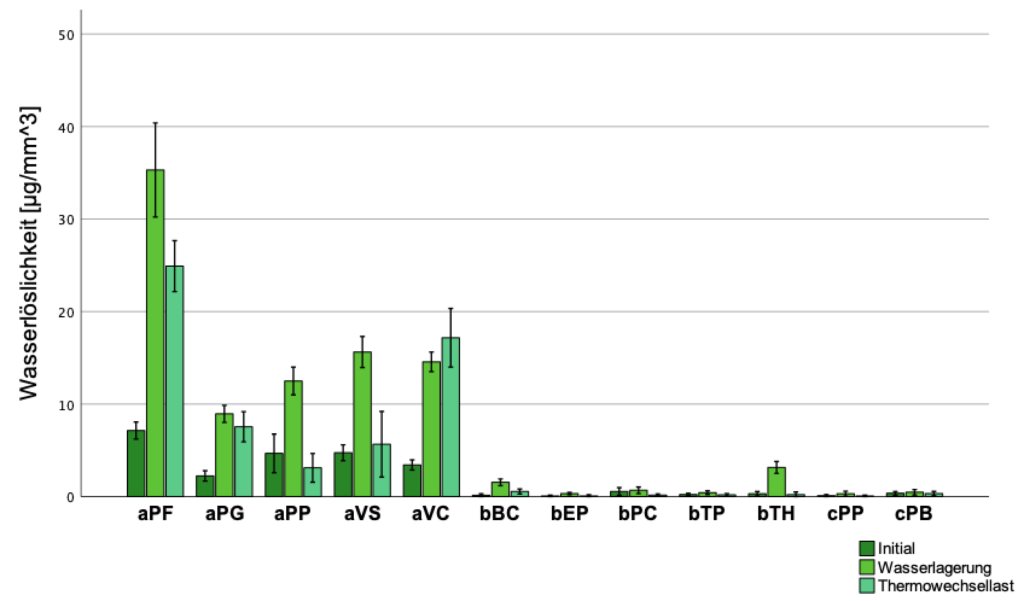
Während der FS-Messung brachen nur Prüfkörper aus aVS, bPC, cPP und cPB. Die gefrästen PMMA- und Polycarbonat-Materialien zeigten die höchsten FS-Werte nach allen Alterungsregimen. Das gedruckte aVS wies mechanische Eigenschaften auf, die mit denen der gefrästen Materialien vergleichbar waren und zeigte als einzig gedrucktes Material FS- und E-Werte über 65 MPa und 2 GPa sowohl initial als auch nach allen Alterungsregimen. Die additiv hergestellten Prüfkörper wiesen höhere wsp– und wsl-Werte im Vergleich zur gefrästen und konventionellen Gruppe auf. Die 3D-gedruckten Materialien – außer aVC und aPF – und die injizierten Materialen waren hinsichtlich FS anfälliger für Alterung als die Materialien der gefrästen Gruppe. Alterung reduzierte die Härte nicht signifikant; außer bei aPP.
Schlussfolgerung
Angesichts der niedrigeren E- und HM-Werte aller 3D-gedruckten Materialien – mit Ausnahme von aVS –, sollte ihr klinischer Einsatz bei Patienten mit schwerem Bruxismus kritisch betrachtet werden, da die Materialien hohen Kaubelastungen von bis zu 770 N standhalten müssen. Der Einsatz dieser weichen Schienenmaterialien bei Patienten mit kraniomandibulärer Dysfunktion sollte im Rahmen von In-vivo-Studien untersucht werden. Die klinische Indikation der Schiene sollte daher das entscheidende Kriterium für die Materialwahl sein.
Untersuchung
Die hier präsentierten Ergebnisse stützen sich auf die folgende Untersuchung: Maleki T, Meinen J, Coldea A, Reymus M, Edelhoff D, Stawarczyk B. Mechanical and physical properties of splint materials for oral appliances produced by additive, subtractive and conventional manufacturing. Dent Mater. 2024;40:1171-83.