Der 3D-Druck von Keramik entwickelt sich auch in der Zahnmedizin zu einer vielversprechenden Technologie. Die hochwertigen, überwiegend nichtmetallischen und anorganischen Werkstoffe sind aufgrund ihrer elektrischen Isolationsfähigkeit, ihrer hohen Temperatur- und Korrosionsbeständigkeit sowie ihrer hervorragenden mechanischen Eigenschaften aus der modernen Zahnmedizin nicht mehr wegzudenken. Die Einsatzmöglichkeiten technischer Keramik sind vielfältig – von der Automobilindustrie über die Luft- und Raumfahrt bis hin zum medizinischen Bereich. (Bild: Sprintray Pro S 3D Dental von Sprintray, SprintRay Europe GmbH)
Die Herstellung keramischer Bauteile, insbesondere aus Zirkonoxid, ist jedoch mit Herausforderungen verbunden. Die hohe Schmelztemperatur, Sprödigkeit und Härte erschweren häufig die Formgebung sowie die Bearbeitung der Keramik [1, 2]. Dies führt zu langen und aufwendigen Herstellungsprozessen, höheren Produktionskosten und erheblichen Einschränkungen bei maßgeschneiderten und komplexen Strukturen [3, 4]. In der Zahnmedizin werden derzeit gepresste Ronden subtraktiv bearbeitet, um Zahnersatz herzustellen.
3D-Druck von Keramik: Überblick
Die additive Fertigung (Additive Manufacturing AM), besser bekannt als 3D-Druck, eröffnet hier neue Möglichkeiten. Im Gegensatz zum Fräsen wird das Material schichtweise aufgebaut, wodurch die Einschränkungen überwunden werden können [5]. Diese Technologie ermöglicht es, keramische Bauteile im Gegensatz zu konventionellen Fertigungsverfahren schnell und effizient herzustellen und Bauteile mit komplexen und individuellen Strukturen direkt zu fertigen.
Kommerziell ist die additive Fertigung vor allem für Polymere und Metalle von Bedeutung. Die keramische AM befindet sich dagegen noch in einer frühen Phase der Kommerzialisierung und überwiegend im Forschungs- und Entwicklungsstadium [6, 7].
In Übereinstimmung mit der DIN EN ISO/ASTM 52900 [5] – reguliert die Terminologie und Grundsätze der additiven Fertigung – wurde AM in sieben Kategorien unterteilt. Des Weiteren wurde der 3D-Druck von keramischen Materialien unterteilt in:
- einen direkten (Single-Step) und
- einen indirekten (Multi-Step) Prozess.
Das direkte Verfahren zeichnet sich dadurch aus, dass die Bauteile während des Druckprozesses hergestellt und gleichzeitig verdichtet werden, ohne dass eine weitere thermische Behandlung erforderlich ist. Im Gegensatz dazu wird beim indirekten Verfahren ein keramischer Grünkörper hergestellt, der anschließend thermisch behandelt und gesintert wird, um das keramische Bauteil zu erhalten. Im Folgenden werden die vielversprechendsten Verfahren dieser beiden Klassen im Detail vorgestellt.
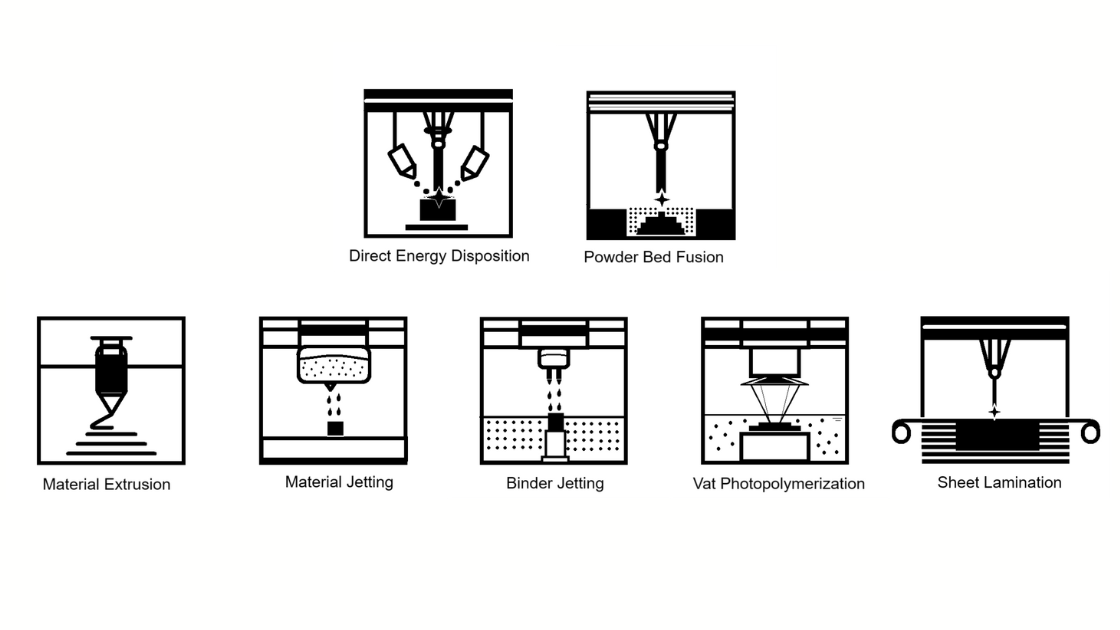
Directed Energy Disposition (DED)
Das DED-Verfahren (Directed Energy Deposition) ist ein direkter 3D-Druckprozess. Es wird fokussierte Wärmeenergie verwendet, um das Material durch Schmelze während des Auftragens zusammenzufügen [5]. Ausgangsmaterial ist keramisches Pulver, das durch eine Düse in den Strahlungsbereich einer Energiequelle – z. B. Plasma, Laser oder Elektronenstrahl – eingebracht wird, wo es vollständig aufgeschmolzen wird und auf dem Substrat erstarrt.
Der große Vorteil von DED ist die Geschwindigkeit: Das Verfahren gilt aufgrund der hohen Auftragsrate als das schnellste keramische AM-Verfahren [7]. Allerdings weisen die gedruckten Teile aufgrund einer unzureichenden Kontrolle des Auftragsprozesses oft eine geringe Auflösung auf, was sich auf die Genauigkeit des Endprodukts auswirken kann. Außerdem können Delaminationen und Risse aufgrund des hohen thermischen Gradienten und der schnellen Abkühlrate auftreten [8].
Powder Bed Fusion
Dieses 3D-Druckverfahren zeichnet sich durch das schichtweise, gezielte Aufschmelzen von keramischen Pulvern auf eine Bauplatte aus [5]. Powder Bed Fusion kann je nach Schmelzzustand der keramischen Partikel unterteilt werden in
- Selective Laser Melting (SLM) oder
- Selective Laser Sintering (SLS).
SLM ist ein direktes Verfahren, bei dem das keramische Pulver mit Hilfe eines Laserstrahls vollständig aufgeschmolzen und gesintert wird. Als indirektes Verfahren werden beim SLS die Keramikpartikel nur teilweise aufgeschmolzen und lokal gesintert [1]. Da die Schmelze nicht alle Zwischenräume zwischen den ungeschmolzenen Pulverpartikeln füllen kann, können nur Keramiken mit geringer Dichte hergestellt werden, die noch einer thermischen Nachbehandlung bedürfen [9, 10].
Material Extrusion (ME)
ME bezeichnet ein 3D-Druckverfahren, bei dem Werkstoffe gezielt durch eine Düse extrudiert und Schicht für Schicht auf einer Plattform zu einer 3D-Struktur aufgetragen werden [5]. Es handelt sich um ein indirektes Druckverfahren, bei dem keramische Pasten, Schlicker oder Gele als Ausgangsmaterial verwendet werden [1, 7].
Fused Deposition Ceramics (FDC) stellt eine Modifikation des ME-Verfahrens dar, bei dem Keramikfilamente aus Keramikpartikeln und polymeren Bindemitteln teilweise geschmolzen und von einer Düse schichtweise extrudiert wird [7]. Eine weitere Variante der ME ist das Robocasting (RC), bei dem eine hochviskose keramische Paste durch eine Düse bei Raumtemperatur extrudiert wird, um ein Filament zu erzeugen, das direkt auf die Bauplatte aufgetragen wird [11]. Bei der Freeze-Form-Extrusion-Fabrication (FEF) [12], einer Abwandlung des Robocasting, wird eine wasserbasierte Keramiksuspension bei niedriger Temperatur auf eine Bauplatte extrudiert. Während des Druckprozesses gefriert das Wasser und die Suspension verfestigt sich, was den Bindemittelbedarf reduziert und einen kontinuierlichen Materialauftrag ermöglicht [12].
Wesentliche Vorteile von ME für keramische Werkstoffe sind die einfache Handhabung sowie die vergleichsweise geringen Herstellungskosten, da diese Verfahren ohne hochenergetische Strahlen auskommen [1, 13]. Allerdings ist die Druckprozessdauer im Vergleich zu anderen Verfahren relativ hoch. Zudem ist die Auflösung durch die verwendete Düse begrenzt [14].
Binder Jetting (BJ)
Bei diesem Verfahren wird ein flüssiges Bindemittel auf ein Keramikpulver aufgetragen, das die Partikel zu einem Grünkörper verbindet [5]. Um das Bindemittel zu entfernen und die gedruckten Bauteile zu verdichten, wird der Grünkörper anschließend thermisch behandelt. Diese Methode eignet sich sowohl für die Herstellung großformatiger Bauteile als auch für die Serienfertigung [15]. Zudem kann eine Vielzahl keramischer Werkstoffe verwendet werden. Allerdings hängt die Bauteilqualität, die eine vergleichsweise hohe Rauheit aufweist, stark von der Korngröße des Keramikpulvers ab [1].
Material Jetting (MJ)
Bei diesem additiven Fertigungsverfahren werden Tröpfchen, die das zu verarbeitende Material beinhalten, selektiv abgeschieden, um 3D-Teile direkt auf einem Substrat schichtweise zu formen [5]. Im Falle keramischer Materialien wird häufig die Bezeichnung Direct Inkjet Printing (DIP) verwendet. Hierbei kommen entweder eine gut dispergierte, wasserbasierte Suspension von Submikron-Keramikpartikeln oder eine Keramikpartikel enthaltende Tinte auf Wachsbasis zum Einsatz [1, 16]. DIP kann entweder durch einen konstanten Fluss von Keramiktinte oder durch einen Drop-on-Demand (DoD) Ansatz erfolgen [17]. Die gedruckten keramischen Bauteile zeichnen sich durch eine hohe Dichte und eine gute Oberfläche aus. Zudem kann der Druckprozess eine hohe Auflösung erreichen, allerdings auf Kosten der Druckrate, insbesondere beim DoD-Ansatz [16, 18].
Vat-Photopolymerization
Dieses Verfahren, auch als Stereolithographie (SLA) bezeichnet, ist eine etablierte Methode zur Herstellung keramischer Bauteile. Als Ausgangsmaterial dienen feine Keramikpartikel, die in einem flüssigen Photopolymer dispergiert sind [19, 20]. Außerdem können UV-härtende präkeramische Polymere verwendet werden [21]. Während des Druckprozesses wird das Material schichtweise durch Lichteinstrahlung polymerisiert und ausgehärtet, so dass endkonturnahe, dichte Bauteile mit hoher geometrischer Komplexität und hervorragender Oberflächenqualität hergestellt werden können [22]. Aufgrund der Lichtempfindlichkeit ist die Materialauswahl für dieses Verfahren jedoch auf Keramiken mit niedrigem Brechungsindex beschränkt [23].
3D-Druck Keramik: Fazit
Grundsätzlich kann das gesamte Spektrum der AM-Verfahren zur Herstellung keramischer Bauteile eingesetzt werden. Das Ergebnis der gedruckten Teile unterscheidet sich jedoch von Verfahren zu Verfahren. Zudem hat jedes Verfahren seine eigenen Vor- und Nachteile. Die Wahl der geeigneten Methode zur Herstellung von bestimmten Keramikbauteilen mittels 3D-Druck hängt von vielen Faktoren ab, wie z. B. Materialauswahl, Eigenschaften des Ausgangsmaterials, Qualität, Design und Konstruktion sowie Zeit und Kosten.
Digitalisierung und Automatisierung gewinnen in der Zahnmedizin immer mehr an Bedeutung. In diesem Zusammenhang erweist sich auch die additive Fertigung als geeignete Methode zur Herstellung von Dentalprodukten.
In jüngster Zeit wurden mehrere kommerzielle 3D-Drucker auf den Markt gebracht, die speziell für die Herstellung von dentalen Restaurationskomponenten aus keramischen Werkstoffen entwickelt wurden.
- S65 Medical von LITHOZ,
- J5 DentaJet von Stratatsys und
- Sprintray Pro S 3D Dental von Sprintray (s. Abbildung oben),
die auf lithografischen Verfahren basieren, gehören zu den aktuellen keramischen 3D-Druckprodukten im Dentalbereich. Dies zeigt das große Potenzial der additiven Fertigung von Keramik, und mit Weiterentwicklungen und Optimierungen kann diese Technologie im Bereich der Dentaltechnologie weiter vorangetrieben werden.
[1] Lakhdar Y, Tuck C, Binner J et al. Additive manufacturing of advanced ceramic materials. Progress in Materials Science 2021; 116: 100736
[2] Klocke F. Modern approaches for the production of ceramic components. Journal of the European Ceramic Society 1997; 17: 457–465
[3] Morfini L, Meng F, Beretta M et al. Material extrusion additive manufacturing of zirconia: from filament characterisation to Weibull statistics. RPJ 2024; 30: 919–927
[4] Zocca A, Colombo P, Gomes CM et al. Additive Manufacturing of Ceramics: Issues, Potentialities, and Opportunities. J. Am. Ceram. Soc. 2015; 98: 1983–2001
[5] DIN EN ISO/ASTM 52900:2022-03, Additive Fertigung_- Grundlagen_- Terminologie (ISO/ASTM 52900:2021); Deutsche Fassung EN_ISO/ASTM 52900:2021. Berlin: DIN Media GmbH
[6] Pelz JS, Ku N, Meyers MA et al. Additive manufacturing of structural ceramics: a historical perspective. Journal of Materials Research and Technology 2021; 15: 670–695
[7] Dadkhah M, Tulliani J-M, Saboori A et al. Additive manufacturing of ceramics: Advances, challenges, and outlook. Journal of the European Ceramic Society 2023; 43: 6635–6664
[8] Svetlizky D, Das M, Zheng B et al. Directed energy deposition (DED) additive manufacturing: Physical characteristics, defects, challenges and applications. Materials Today 2021; 49: 271–295
[9] Deckers J, Vleugels J, Kruthl J. Additive Manufacturing of Ceramics: A Review. Journal of Ceramic Science and Technology 2014; 5: 245–260
[10] Zocca A, Lima P, Günster J. LSD-based 3D printing of alumina ceramics 2017; 8: 141–148
[11] Cesarano J, III, Baer TA, Calvert P. Recent developments in freeform fabrication of dense ceramics from slurry deposition; 1997
[12] Huang T, Mason MS, Hilmas GE et al. Freeze-form extrusion fabrication of ceramic parts. Virtual and Physical Prototyping 2006; 1: 93–100
[13] Medellin-Castillo HI, Zaragoza-Siqueiros J. Design and Manufacturing Strategies for Fused Deposition Modelling in Additive Manufacturing: A Review. Chin. J. Mech. Eng. 2019; 32
[14] Grida I, Evans JR. Extrusion freeforming of ceramics through fine nozzles. Journal of the European Ceramic Society 2003; 23: 629–635
[15] Mostafaei A, Elliott AM, Barnes JE et al. Binder jet 3D printing—Process parameters, materials, properties, modeling, and challenges. Progress in Materials Science 2021; 119: 100707
[16] Gibson I, Rosen D, Stucker B, Khorasani M. Additive Manufacturing Technologies. Cham: Springer International Publishing; 2021
[17] Vaezi M, Chianrabutra S, Mellor B et al. Multiple material additive manufacturing – Part 1: a review. Virtual and Physical Prototyping 2013; 8: 19–50
[18] Seerden KAM, Reis N, Evans JRG et al. Ink‐Jet Printing of Wax‐Based Alumina Suspensions. J. Am. Ceram. Soc. 2001; 84: 2514–2520
[19] Zhou W, Li D, Wang H. A novel aqueous ceramic suspension for ceramic stereolithography. RPJ 2010; 16: 29–35
[20] Hinczewski C, Corbel S, Chartier T. Ceramic suspensions suitable for stereolithography. Journal of the European Ceramic Society 1998; 18: 583–590
[21] Pham TA, Kim D-P, Lim T-W et al. Three‐Dimensional SiCN Ceramic Microstructures via Nano‐Stereolithography of Inorganic Polymer Photoresists. Adv Funct Materials 2006; 16: 1235–1241
[22] Schwentenwein M, Homa J. Additive Manufacturing of Dense Alumina Ceramics. Int J Applied Ceramic Tech 2015; 12: 1–7
[23] Li L, Huang Z. Vat photopolymerization 3D printing of ceramics. Vat Photopolymerization Additive Manufacturing: Elsevier; 2024: 195–241