3D printing of ceramics is also developing into a promising technology in dentistry. The high-quality, predominantly non-metallic and inorganic materials have become indispensable in modern dentistry due to their electrical insulation properties, their high temperature and corrosion resistance, and their excellent mechanical properties. The possible uses of technical ceramics are diverse - from the automotive industry to aerospace and medical sectors. (Image: Sprintray Pro S 3D Dental by Sprintray, SprintRay Europe GmbH)
However, the production of ceramic components, especially from zirconium oxide, is associated with challenges. The high melting temperature, brittleness and hardness often make shaping and machining of the ceramic difficult [1, 2]. This leads to long and complex manufacturing processes, higher production costs and significant limitations for customized and complex structures [3, 4]. In dentistry, pressed blanks are currently subtractively machined to produce dental prostheses.
3D Printing of Ceramics: Overview
Additive manufacturing (Additive Manufacturing AM), better known as 3D printing, opens up new possibilities here. In contrast to milling, the material is built up layer by layer, which makes it possible to overcome the limitations [5]. In contrast to conventional manufacturing processes, this technology makes it possible to produce ceramic components quickly and efficiently and to directly manufacture components with complex and individual structures.
Commercially, additive manufacturing is particularly important for polymers and metals. Ceramic AM, on the other hand, is still in an early phase of commercialization and predominantly in the research and development stage [6, 7].
In accordance with DIN EN ISO/ASTM 52900 [5] – which regulates the terminology and principles of additive manufacturing – AM has been divided into seven categories. Furthermore, 3D printing of ceramic materials has been divided into:
- a direct (Single-Step) and
- an indirect (Multi-Step) process.
The direct procedures is characterized by the fact that the components are manufactured and simultaneously compacted during the printing process without the need for further thermal treatment. In contrast, indirect method A ceramic green body is produced, which is then thermally treated and sintered to obtain the ceramic component. The most promising processes of these two classes are presented in detail below.
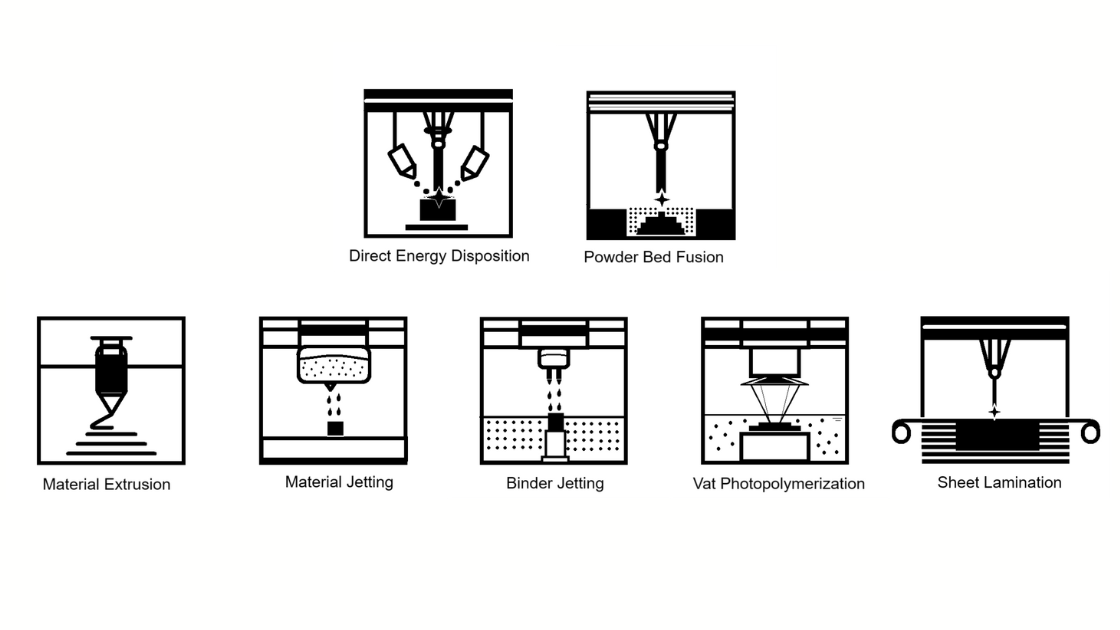
Directed Energy Disposition (DED)
The DED (Directed Energy Deposition) process is a direct 3D printing process. It uses focused thermal energy to fuse the material together by melting it during deposition [5]. The starting material is ceramic powder that is introduced through a nozzle into the radiation area of an energy source - e.g. plasma, laser or electron beam - where it is completely melted and solidifies on the substrate.
The major advantage of DED is speed: the process is considered the fastest ceramic AM process due to the high deposition rate [7]. However, due to insufficient control of the deposition process, the printed parts often have low resolution, which can affect the accuracy of the final product. In addition, delamination and cracks can occur due to the high thermal gradient and the fast cooling rate [8].
Powder Bed Fusion
This 3D printing process is characterized by the layer-by-layer, targeted melting of ceramic powders onto a building plate [5]. Powder Bed Fusion can be divided depending on the melting state of the ceramic particles into
- Selective laser melting (SLM) or
- Selective laser sintering (SLS).
SLM is a direct process in which the ceramic powder is completely melted and sintered using a laser beam. As an indirect process, SLS only partially melts the ceramic particles and sinters them locally [1]. Since the melt cannot fill all the gaps between the unmelted powder particles, only low-density ceramics can be produced, which still require thermal post-treatment [9, 10].
Material Extrusion (ME)
ME refers to a 3D printing process in which materials are specifically extruded through a nozzle and applied layer by layer on a platform to form a 3D structure [5]. It is an indirect printing process in which ceramic pastes, slips or gels are used as starting material [1, 7].
Fused Deposition Ceramics (FDC) is a modification of the ME process, in which ceramic filaments made of ceramic particles and polymeric binders are partially melted and extruded layer by layer from a nozzle [7]. Another variant of the ME is the Robocasting (RC), in which a highly viscous ceramic paste is extruded through a nozzle at room temperature to produce a filament that is applied directly to the build plate [11]. Freeze Form Extrusion Fabrication (FEF) [12], a modification of Robocasting, a water-based ceramic suspension is extruded onto a building plate at low temperature. During the printing process, the water freezes and the suspension solidifies, which reduces the need for binder and enables continuous material deposition [12].
The main advantages of ME for ceramic materials are the ease of handling and the comparatively low production costs, since these processes do not require high-energy beams [1, 13]. However, the printing process time is relatively long compared to other processes. In addition, the resolution is limited by the nozzle used [14].
Binder Jetting (BJ)
In this process, a liquid binder is applied to a ceramic powder, which binds the particles to form a green body [5]. The green body is then thermally treated to remove the binder and compact the printed components. This method is suitable for both the production of large-format components and for series production [15]. In addition, a variety of ceramic materials can be used. However, the component quality, which has a comparatively high roughness, depends heavily on the grain size of the ceramic powder [1].
Material Jetting (MJ)
In this additive manufacturing process, droplets containing the material to be processed are selectively deposited to form 3D parts layer by layer directly on a substrate [5]. In the case of ceramic materials, the term Direct Inkjet Printing (DIP) is used. Either a well-dispersed, water-based suspension of submicron ceramic particles or a wax-based ink containing ceramic particles is used [1, 16]. DIP can be carried out either by a constant flow of ceramic ink or by a drop-on-demand (DoD) approach [17]. The printed ceramic components are characterized by a high density and a good surface. In addition, the printing process can achieve a high resolution, but at the expense of the print rate, especially with the DoD approach [16, 18].
Vat photopolymerization
This procedure, also known as Stereolithography (SLA) is an established method for producing ceramic components. Fine ceramic particles dispersed in a liquid photopolymer serve as the starting material [19, 20]. UV-curing preceramic polymers can also be used [21]. During the printing process, the material is polymerized and cured layer by layer by exposure to light, so that near-net-shape, dense components with high geometric complexity and excellent surface quality can be produced [22]. Due to the light sensitivity, the choice of materials for this process is limited to ceramics with a low refractive index [23].
3D printing ceramics: Conclusion
In principle, the entire spectrum of AM processes can be used to produce ceramic components. However, the result of the printed parts differs from process to process. In addition, each process has its own advantages and disadvantages. The choice of the appropriate method for producing certain ceramic components using 3D printing depends on many factors, such as material selection, properties of the starting material, quality, design and construction, as well as time and cost.
Digitalization and automation are becoming increasingly important in dentistry. In this context, additive manufacturing is also proving to be a suitable method for producing dental products.
Recently, several commercial 3D printers have been launched that are specifically designed for the production of dental restorative components made of ceramic materials.
- S65 Medical from LITHOZ,
- J5 DentaJet from Stratatsys and
- Sprintray Pro S 3D Dental from Sprintray (see image above),
which are based on lithographic processes are among the current ceramic 3D printing products in the dental sector. This shows the great potential of the additive manufacturing of ceramics, and with further developments and optimizations, this technology can be further advanced in the field of dental technology.
[1] Lakhdar Y, Tuck C, Binner J et al. Additive manufacturing of advanced ceramic materials. Progress in Materials Science 2021; 116:100736
[2] Klocke F. Modern approaches for the production of ceramic components. Journal of the European Ceramic Society 1997; 17: 457–465
[3] Morfini L, Meng F, Beretta M et al. Material extrusion additive manufacturing of zirconia: from filament characterization to Weibull statistics. RPJ 2024; 30: 919-927
[4] Zocca A, Colombo P, Gomes CM et al. Additive Manufacturing of Ceramics: Issues, Potentialities, and Opportunities. J.Am. Ceram. Soc. 2015; 98: 1983-2001
[5] DIN EN ISO/ASTM 52900:2022-03, Additive manufacturing_- Basics_- Terminology (ISO/ASTM 52900:2021); German version EN_ISO/ASTM 52900:2021. Berlin: DIN Media GmbH
[6] Pelz JS, Ku N, Meyers MA et al. Additive manufacturing of structural ceramics: a historical perspective. Journal of Materials Research and Technology 2021; 15:670–695
[7] Dadkhah M, Tulliani JM, Saboori A et al. Additive manufacturing of ceramics: Advances, challenges, and outlook. Journal of the European Ceramic Society 2023; 43:6635-6664
[8] Svetlizky D, Das M, Zheng B et al. Directed energy deposition (DED) additive manufacturing: Physical characteristics, defects, challenges and applications. Materials Today 2021; 49: 271–295
[9] Deckers J, Vleugels J, Kruthl J. Additive Manufacturing of Ceramics: A Review. Journal of Ceramic Science and Technology 2014; 5: 245-260
[10] Zocca A, Lima P, Günster J. LSD-based 3D printing of alumina ceramics 2017; 8:141–148
[11] Cesarano J, III, Baer TA, Calvert P. Recent developments in freeform fabrication of dense ceramics from slurry deposition; 1997
[12] Huang T, Mason MS, Hilmas GE et al. Freeze-form extrusion fabrication of ceramic parts. Virtual and Physical Prototyping 2006; 1:93-100
[13] Medellin-Castillo HI, Zaragoza-Siqueiros J. Design and Manufacturing Strategies for Fused Deposition Modeling in Additive Manufacturing: A Review. Chin. J. Mech. Eng. 2019; 32
[14] Grida I, Evans JR. Extrusion freeforming of ceramics through fine nozzles. Journal of the European Ceramic Society 2003; 23:629–635
[15] Mostafaei A, Elliott AM, Barnes JE et al. Binder jet 3D printing—Process parameters, materials, properties, modeling, and challenges. Progress in Materials Science 2021; 119:100707
[16] Gibson I, Rosen D, Stucker B, Khorasani M. Additive manufacturing technologies. Cham: Springer International Publishing; 2021
[17] Vaezi M, Chianrabutra S, Mellor B et al. Multiple material additive manufacturing – Part 1: a review. Virtual and Physical Prototyping 2013; 8:19–50
[18] Seerden KAM, Reis N, Evans JRG et al. Ink-Jet Printing of Wax-Based Alumina Suspensions. J.Am. Ceram. Soc. 2001; 84: 2514-2520
[19] Zhou W, Li D, Wang H. A novel aqueous ceramic suspension for ceramic stereolithography. RPJ 2010; 16:29–35
[20] Hinczewski C, Corbel S, Chartier T. Ceramic suspensions suitable for stereolithography. Journal of the European Ceramic Society 1998; 18:583–590
[21] Pham TA, Kim DP, Lim TW et al. Three‐Dimensional SiCN Ceramic Microstructures via Nano‐Stereolithography of Inorganic Polymer Photoresists. Adv Funct Materials 2006; 16: 1235–1241
[22] Schwentenwein M, Homa J. Additive Manufacturing of Dense Alumina Ceramics. Int J Applied Ceramic Tech 2015; 12:1–7
[23] Li L, Huang Z. Vat photopolymerization 3D printing of ceramics. Vat Photopolymerization Additive Manufacturing: Elsevier; 2024: 195-241